


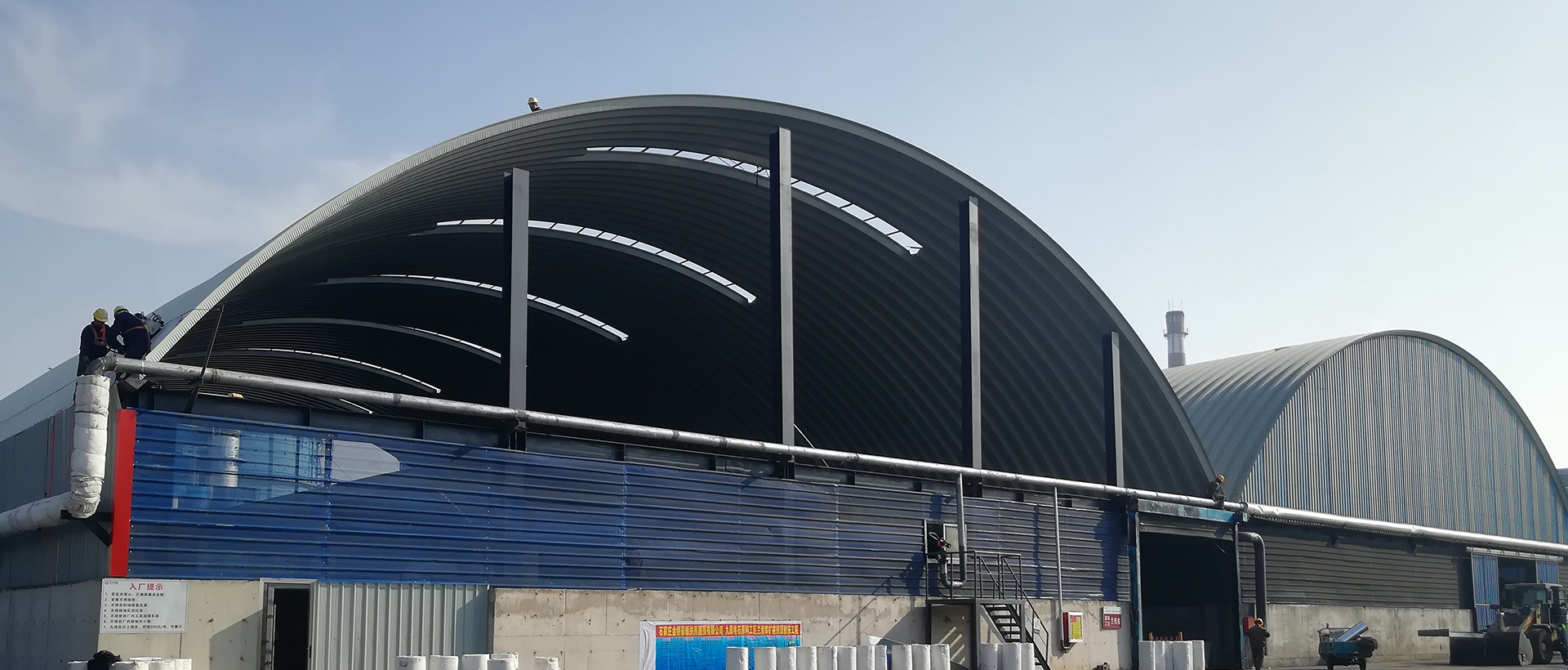
在建筑鋼結構行業,拱形屋頂出板彩鋼壓瓦機是作為PVC板、弧型金屬屋面板的關鍵設備。其總體設計直接關系成形精密度、生產率和加工成本。下面我們就緊緊圍繞機器設備關鍵部件提升、物理性能提高與節能減排方位展開分析。
傳動裝置與成形機構協同優化
傳統式彩鋼壓瓦機的減速箱傳動系統存有15%-20%的能量損耗。研究發現,選用直驅交流伺服電機相互配合減速器計劃方案,可以將機械效率提升到92%之上。
成型工藝的模塊化是另一切入點。可以將一體式磨具改成可更換的模塊組合結構,同一機器設備可適應18個不同的波強的板形轉換,換模時長從原來的120min縮短到25min。
架構剛度與震動控制系統
根據有限元的構造改善表明,將C型聲卡機架改成箱形焊接件后,系統在800kN軋制力中的形變量從1.2mm降低到0.3mm。與此同時,在基座改裝塑膠-扭簧復合型減震器,使之工作中噪音從85dB(A)降到72dB(A),合乎GB12348-2008的Ⅱ類地區規范。
對于板才方向跑偏難題,新式導向裝置選用激光測距儀與液壓機糾偏裝置連動系統軟件。當場測試表明,該系統可將1.5mm薄厚彩鋼板的生產制造方向跑偏量保持在3mm/m內,不合格率從5%下降至1.2%。
智能監控系統更新
集成化PLC與人機交互后,作業人員可實時監控系統冷軋速率、壓力等20項主要參數。日志記錄作用協助追朔每批次產品的工藝指標,當檢測出出現異常震動時,系統軟件可在50ms內實行緊急停車。

